Najlepiej sprzedająca się maszyna do lutowania indukcyjnego rur miedzianych i mosiężnych o pochylonym profilu
opis produktu
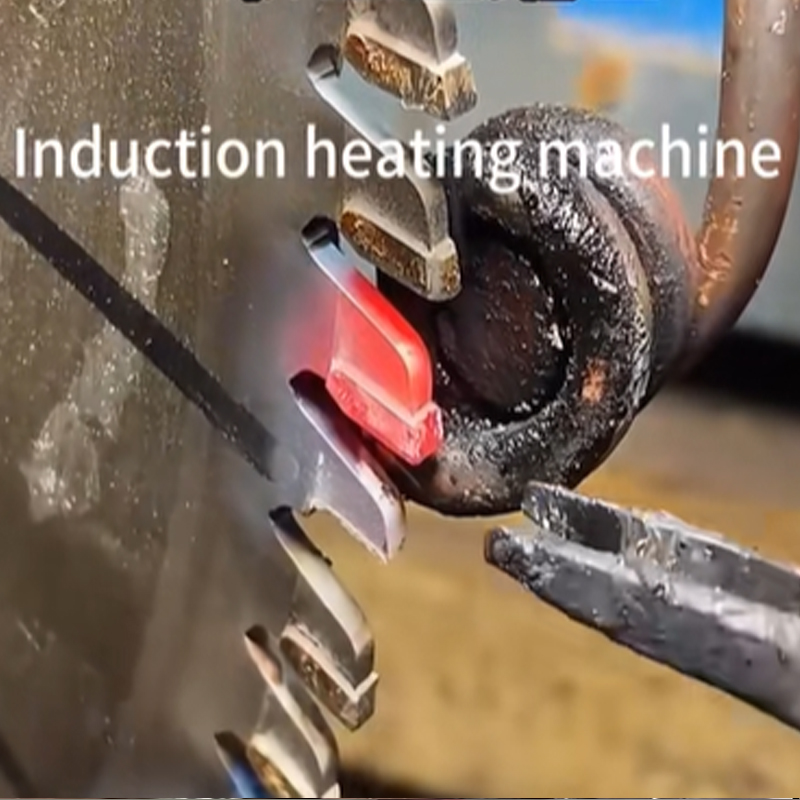
Hongye wyprodukował Zaawansowana maszyna do lutowania indukcyjnego specjalizuje się w wysokiej jakości łączeniu nachylonych rur miedzianych i mosiężnych (pod kątem 30°-60°) w systemach HVAC i chłodniczych. Wykorzystując nagrzewanie indukcyjne o wysokiej częstotliwości (15-60 kHz), zapewnia szybkie (5-20 sekund), punktowe lutowanie z precyzyjną kontrolą temperatury (±3°C) za pomocą monitoringu w podczerwieni. Maszyna wyposażona jest w specjalnie zaprojektowane, kątowe cewki, zapewniające równomierne rozprowadzanie ciepła, co umożliwia lutowanie beztopnikowe srebrem i doskonałą integralność połączeń. Gotowa do automatyzacji, umożliwiając produkcję 20-30 połączeń na godzinę, oferuje ponad 50% oszczędności energii w porównaniu z tradycyjnymi metodami palnikowymi, zapewniając jednocześnie szczelne i odporne na utlenianie połączenia. To kompaktowe, przemysłowe rozwiązanie, idealne do kolanek U, wymienników ciepła i rur skraplaczy, łączy wydajność z powtarzalnymi, wysokiej jakości rezultatami w wymagających zastosowaniach w produkcji rur.
Zakres zastosowania
Ta zaawansowana lutownica indukcyjna została zaprojektowana specjalnie do precyzyjnego łączenia w wielu branżach, wymagających niezawodnych i wysokiej jakości połączeń w systemach rur miedzianych i mosiężnych o skośnym przekroju. Jej głównym zastosowaniem są systemy HVAC i chłodnicze, gdzie doskonale sprawdza się w lutowaniu łuków U, wężownic skraplaczy i elementów wymienników ciepła, zapewniając równomierną penetrację połączeń na poziomie 360°. Urządzenie jest równie skuteczne w przemysłowych sieciach rurociągowych, w tym w systemach chłodzenia procesowego i liniach sprężonego powietrza, wykorzystujących kątowe złączki mosiężne. W sektorze motoryzacyjnym idealnie nadaje się do lutowania złożonych, pochylonych rur w chłodnicach międzystopniowych turbosprężarek i układach klimatyzacyjnych. W przemyśle spożywczym i napojowym technologia ta jest wykorzystywana w instalacjach sanitarnych linii technologicznych, gdzie szczelność połączeń miedzianych ma kluczowe znaczenie. Zastosowania w energetyce obejmują lutowanie pochylonych rur mosiężnych w generatorach pary z odzyskiem ciepła i instalacjach chłodniczych. Ukośna konfiguracja wężownicy systemu (30°-60°) sprawia, że jest on szczególnie przydatny w przypadku niestandardowych zespołów rurowych w systemach HVAC dla przemysłu stoczniowego i kolejowego. Dzięki pracy bez topnika i precyzyjnej kontroli temperatury, spełnia on rygorystyczne normy jakościowe dla rurociągów do gazów medycznych i systemów chłodzenia półprzewodników. Kompatybilność z automatyką maszyny umożliwia produkcję wielkoseryjną zespołów rurowych o skośnym kształcie, zachowując jednocześnie powtarzalną jakość połączeń w tysiącach cykli.
Konfiguracja i wydajność
Ta specjalistyczna lutownica indukcyjna wyposażona jest w zasilacz o wysokiej częstotliwości 15-40 kW z technologią inwertera IGBT, zoptymalizowaną pod kątem połączeń miedź-miedź i miedź-mosiądz w systemach chłodniczych. Urządzenie wykorzystuje specjalnie zaprojektowane eliptyczne i spiralne cewki indukcyjne, które precyzyjnie dopasowują się do geometrii parownika, skraplacza i sprężarki, w tym do skomplikowanych kolanek U i połączeń kolektorowych. W pełni zintegrowany system chłodzenia wodnego utrzymuje optymalną temperaturę pracy podczas ciągłych cykli produkcyjnych. Modułowa konstrukcja obejmuje obrotowy uchwyt pozycjonujący z regulacją nachylenia w zakresie 0-90° do lutowania rur pod kątem, połączony z 6-osiowym ramieniem robota sterowanym przez PLC, zapewniającym precyzyjne ustawienie połączeń. Zintegrowany system przedmuchu argonem zapewnia środowisko lutowania bez tlenków w krytycznych obwodach czynnika chłodniczego.
System zapewnia wyjątkowe zarządzanie temperaturą dzięki dwudługościowym pirometrom podczerwieni z dokładnością pomiaru temperatury ±2°C, monitorując jednocześnie wiele połączeń. Zaawansowane algorytmy PID dynamicznie dostosowują moc wyjściową, aby utrzymać optymalną temperaturę lutowania w zakresie 600-800°C, w zależności od składu stopu. Szybkie nagrzewanie pozwala na osiągnięcie docelowej temperatury w ciągu 8-15 sekund, a wąska strefa wpływu ciepła jest ograniczona do 3-5 mm od połączenia, co zapobiega odkształceniom termicznym rur cienkościennych. Ta precyzja jest szczególnie istotna w przypadku połączeń kapilarnych w parownikach, gdzie nadmierne ciepło mogłoby spowodować ograniczenie przepływu.
Stałą jakość połączeń uzyskuje się dzięki zdolności maszyny do utrzymania równomiernego przepływu spoiwa (stopy AWS BCuP-5/BAg-8) przy poziomie porowatości poniżej 0,5%. Badania niszczące ujawniają wytrzymałość połączeń na rozciąganie przewyższającą wartości metalu bazowego o 10-15%. Proces ten eliminuje pozostałości topnika, które mogłyby zanieczyścić obwody czynnika chłodniczego, spełniając normy bezpieczeństwa ASHRAE 15 i UL 207. Zautomatyzowane systemy kontroli wizyjnej weryfikują kompletność połączeń i formowanie się wyokrągleń, osiągając wskaźnik wydajności pierwszego przejścia na poziomie 99,2% w środowiskach produkcyjnych.
Zaprojektowana do produkcji wielkoseryjnej, maszyna wykonuje typowe połączenie rury z kolektorem o średnicy 3/8 cala w 18-25 sekund, co pozwala na wykonanie 140-180 połączeń na godzinę. Szybkozmienne zespoły cewek skracają czas konfiguracji do poniżej 5 minut przy zmianie geometrii komponentów. Zużycie energii jest o 40-50% niższe niż w systemach lutowania palnikowego, a korekcja współczynnika mocy utrzymuje 92% sprawność energetyczną. Wytrzymała konstrukcja umożliwia pracę 24/7 z MTBF przekraczającym 8000 godzin, a alerty konserwacji predykcyjnej minimalizują nieplanowane przestoje.
W przypadku zastosowań sprężarkowych system zawiera specjalne uchwyty do hermetycznego lutowania końcówek z kontrolowanymi profilami termicznymi, aby zapobiec uszkodzeniu uzwojenia silnika. Lutowanie wężownicy skraplacza wykorzystuje układy wielowężownicowe do jednoczesnego łączenia kolektora z rurą, co skraca czas cyklu o 30%. Produkcja parowników korzysta z możliwości mikrolutowania połączeń rurek kapilarnych o średnicy zewnętrznej już od 1/8 cala (3,8 mm). Wszystkie konfiguracje obejmują systemy przedmuchiwania azotem kompatybilne z czynnikami chłodniczymi i spełniają wymagania bezpieczeństwa normy ISO 5149 dla zastosowań z łatwopalnymi czynnikami chłodniczymi. Funkcja rejestrowania danych urządzenia zapewnia pełną identyfikowalność każdego lutowanego połączenia, rejestrując ponad 20 parametrów w celu dokumentacji kontroli jakości.
Dane techniczne
WHF-10 | Specyfikacja |
Maksym Wejście Moc | 10 kW |
Częstotliwość oscylacji | 50-300 tys.HZ |
Prąd wyjściowy | 3-28A |
Napięcie wejściowe | 3-fazowy prąd zmienny 380 V, 50/60 Hz |
Wymagania dotyczące wody chłodzącej | 0,2Mpa, 5 l/min |
Cykl pracy | 100% |
Rozmiar | L57×W26×H50 cm |
Waga netto | 30 kg |
Scenariusze aplikacji: