010203


Maszyna do hartowania indukcyjnego do obróbki części przekładni i łożysk odpornych na zużycie w celu uzyskania sztywnej powierzchni z wytrzymałym rdzeniem
opis produktu
Wyposażona w zaawansowaną kontrolę temperatury (dokładność ±5°C) i automatyczne systemy hartowania, zapewnia stałą głębokość hartowania (regulacja w zakresie 0,5-5 mm) dla różnych stopów stali. Idealna do zastosowań w motoryzacji, lotnictwie i ciężkim sprzęcie, maszyna ta wydłuża żywotność komponentów i zwiększa odporność na zmęczenie, jednocześnie redukując odkształcenia i utlenianie.
Ekonomiczne rozwiązanie do masowej produkcji wysokowydajnych, hartowanych części.
Zakres zastosowania
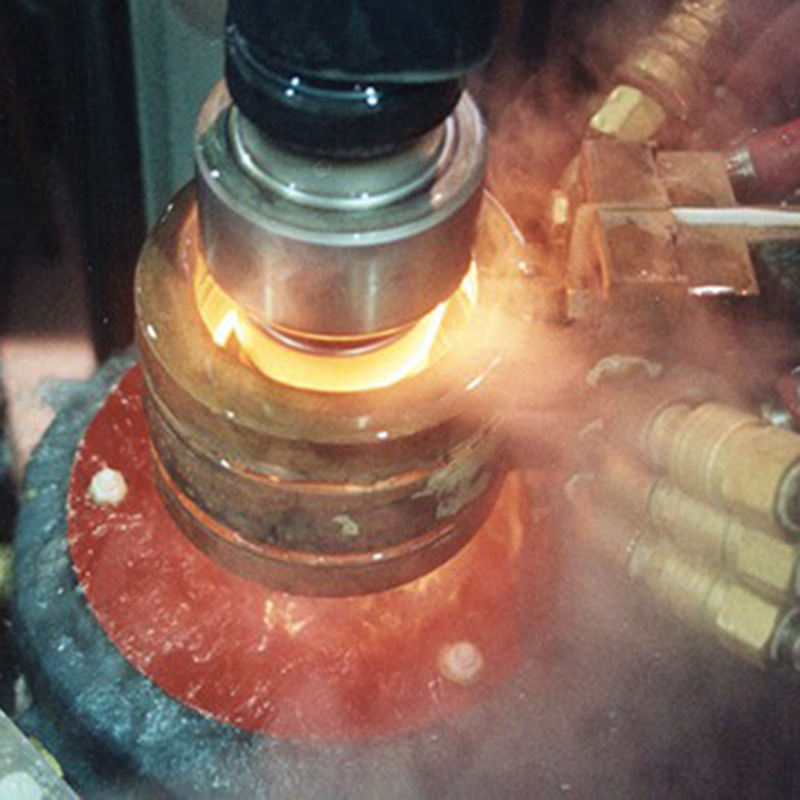
Ta hartownica indukcyjna została zaprojektowana specjalnie do obróbki cieplnej kół zębatych, łożysk i innych elementów odpornych na zużycie. Zapewnia precyzyjne hartowanie powierzchni, aby uzyskać sztywną, odporną na zużycie warstwę zewnętrzną, zachowując jednocześnie wytrzymały i ciągliwy rdzeń.
Idealny do przekładni samochodowych, maszyn przemysłowych i ciężkiego sprzętu, system zwiększa trwałość części i odporność na zmęczenie. Dzięki regulowanej mocy (15-200 kW) i częstotliwości (1-30 kHz) system jest kompatybilny z różnymi rozmiarami i materiałami, zapewniając stałą głębokość twardości (0,5-5 mm). Zastosowania obejmują hartowanie zębów kół zębatych, hartowanie bieżni łożysk oraz obróbkę powierzchni wałów, co poprawia wydajność w warunkach dużego obciążenia.
Maszyna obsługuje zautomatyzowaną produkcję dzięki integracji ze sterownikiem PLC, co pozwala na uzyskanie powtarzalnych wyników.
(Uwaga: Możliwość dostosowania do konkretnych geometrii części i wymagań dotyczących hartowania.)
Konfiguracja i wydajność
Maszyna do hartowania indukcyjnego – konfiguracja i wydajność
Konfiguracja
Układ zasilania: 380 V, 3-fazowy, wejście 50/60 Hz z technologią inwertera IGBT (regulowana moc 15-200 kW).
Zakres częstotliwości: 1-30 kHz (automatyczne dostrajanie w celu uzyskania optymalnej głębokości utwardzania).
Cewka gaszenia: Dostosowywalne projekty cewek miedzianych do kół zębatych, łożysk i skomplikowanych geometrii.
Układ chłodzenia: Wysokociśnieniowe chłodzenie wodne (≥25 l/min) do pracy ciągłej.
System sterowania: Interfejs HMI z ekranem dotykowym i integracją PLC (RS485/Modbus) do zautomatyzowanego sterowania procesami.
Wydajność
Głębokość hartowania: 0,5-5 mm (możliwość regulacji w przypadku hartowania powierzchniowego lub na wskroś).
Zakres temperatur: 800–1200°C (regulacja PID zapewniająca równomierne ogrzewanie).
Prędkość: Szybkie nagrzewanie (5–30 sek. na część) z precyzyjną powtarzalnością (±5°C).
Zgodność materiałowa: Stal węglowa, stal stopowa i stal narzędziowa (np. AISI 1045, 4140, 52100).
Trwałość: 100% cyklu pracy z zabezpieczeniem nadprądowym/przepięciowym.
Zastosowania: Zęby kół zębatych, bieżnie łożysk, wały i elementy odporne na zużycie wymagające dużej twardości powierzchni (HRC 50-65) i wytrzymałego rdzenia.
(Uwaga: Możliwość dostosowania do konkretnych wymiarów części i profili hartowania.)
Dane techniczne
Dane techniczne maszyny do hartowania indukcyjnego kół zębatych i łożysk:
1. Zasilanie: 380 V ± 10%, 3-fazowe, 50/60 Hz z technologią inwertera IGBT (regulowana moc wyjściowa 15–200 kW).
2. Zakres częstotliwości: 1–30 kHz (automatyczne dostrajanie zapewniające precyzyjną kontrolę głębokości obudowy w zakresie 0,5–5 mm).
3. Szybkość hartowania: Szybkie nagrzewanie w ciągu 5–30 sekund na część przy zachowaniu równomierności temperatury (±5°C).
4. Zakres temperatur: 800–1200°C (sterowany PID do hartowania powierzchniowego do HRC 50–65).
5. Układ chłodzenia: Wysokociśnieniowe chłodzenie wodne (≥25 l/min @ 0,3 MPa) do pracy ciągłej.
6. Projekt cewki: Dostosowywalne wieloobrotowe cewki miedziane do przekładni, łożysk i skomplikowanych geometrii.
7. System sterowania: 10-calowy ekran dotykowy HMI z interfejsem PLC (RS485/Modbus) umożliwiający zautomatyzowane sterowanie procesami.
8. Bezpieczeństwo i zgodność: Certyfikat ISO z zabezpieczeniami przed przetężeniem, przepięciem i przegrzaniem.
Uwaga: Obsługuje stale węglowe/stopowe (AISI 1045, 4140, 52100) w zastosowaniach wymagających odporności na zużycie.
Główne składniki: